17 Ton Mining Unit
The Situation
Agnico Eagle, one of the world’s leading mining companies, needed to create a more comfortable work environment in their deep shaft mining operations, approximately two miles underground. Environmental control sales and product engineering experts from HDT Global collaborated with Agnico personnel to understand the product requirements and create a solution that would be rugged, reliable, durable, and able to reduce the excess heat and humidity found in this unique environment.
The Solution
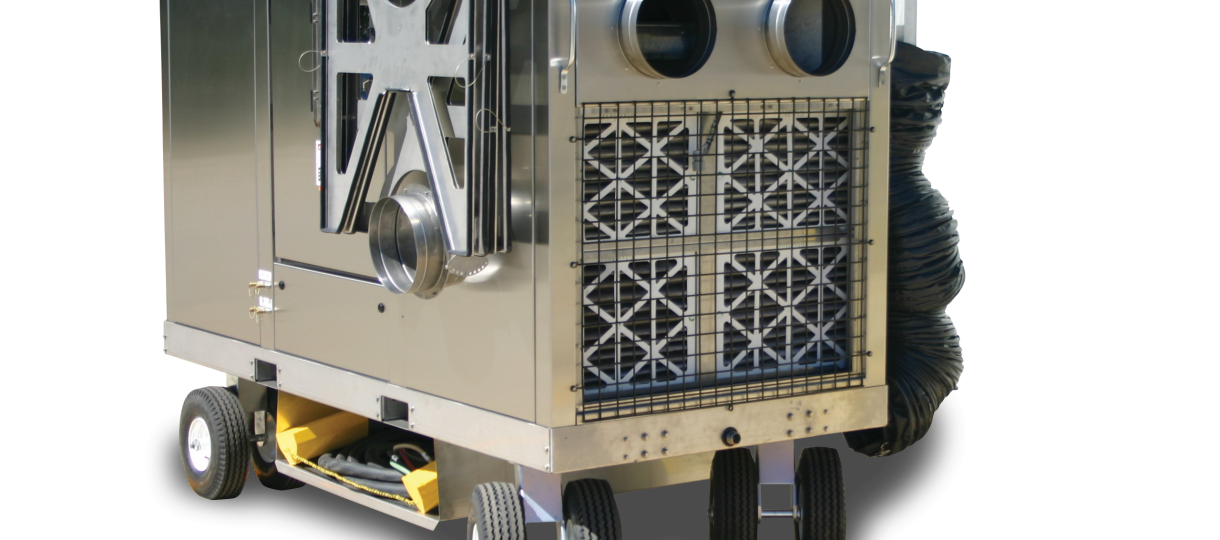
HDT’s 17 Ton Mining Unit is a mobile, self-contained, air-cooled mine shaft air conditioner capable of reliably operating in 35°C (95°F) temperatures with 95% (or higher) relative humidity levels at nearly 3.2 km (2 miles) underground. The unit produces 2,000-4,000 ACFM of air cooled from 37°C (98.6°F) DB/34°C (93.2°F) WB to 24.5°C (76.1°F) DB/23.7°C (74.7°F) WB at 2,000 ACFM utilizing two air outlets on the ECU.
Key Features
- Ideal for deep shaft work environments
- Temperature control wherever it is needed
- Provides critical wet bulb humidity control